Carbide end mills are excellent for machining cast iron due to their superior heat resistance and hardness, allowing for faster cutting speeds and longer tool life when properly applied.
So, you’re looking to machine cast iron and you’ve heard whispers about carbide end mills. Cast iron can be a stubborn material, a bit like trying to carve granite with a butter knife if you’re not careful. It’s tough, it’s abrasive, and it loves to generate heat. This is exactly where a good carbide end mill shines. But choosing the right one and using it correctly can feel a bit like decoding an ancient script. Don’t worry, that’s where I, Daniel Bates from Lathe Hub, come in. We’ll break down exactly why carbide is your best friend for cast iron and how to get the most out of it, so you can achieve those clean cuts and precise shapes without breaking a sweat (or your tooling!). Let’s dive in and make cast iron machining easy.
Why Carbide End Mills Conquer Cast Iron
Cast iron is a fantastic material for many applications, but machining it presents some unique challenges. Its high carbon content makes it brittle and abrasive. This abrasiveness can quickly wear down softer cutting tools, leading to poor surface finish and premature tool failure. Plus, cast iron generates a lot of heat when cut, which can further degrade tool performance and even warp your workpiece.
This is where carbide end mills step into the spotlight. Unlike high-speed steel (HSS), carbide boasts exceptional hardness and, crucially for cast iron, superior heat resistance. This means a carbide end mill can withstand the high temperatures generated during cutting while maintaining its sharp edge and structural integrity. This allows for faster machining speeds, shorter cycle times, and a significantly longer tool life compared to HSS when working with cast iron. Think of it as bringing a high-tech fighter jet to a propeller plane race – the performance difference is that dramatic.
Understanding Carbides: More Than Just Hardness
Carbide, specifically tungsten carbide, is a composite material made by sintering (compressing and heating) fine tungsten carbide particles with a binder, usually cobalt. The ratio of carbide particles to binder influences the material’s properties. A higher cobalt content generally means a tougher, less brittle carbide, while a lower cobalt content leads to a harder, more wear-resistant but also more brittle material. For cast iron, a balance is key, which is why tool manufacturers offer a range of grades.
The real superpower of carbide lies in its ability to retain its hardness even at elevated temperatures – this is known as hot hardness. While HSS tools soften significantly above a few hundred degrees Fahrenheit, carbide tools can often operate effectively at temperatures well over 1000°F (538°C). This hot hardness is absolutely critical for cutting abrasive and heat-generating materials like cast iron.
Choosing the Right Carbide End Mill for Cast Iron
Selecting the correct carbide end mill is more than just grabbing the first one you see. For cast iron, a few key features make a significant difference.
Material and Coating: Your First Line of Defense
Carbide Grade: Different carbide grades are formulated for specific applications. For cast iron, grades with a higher percentage of binder (like P20 or P30 ISO classifications) are generally preferred. These grades offer good toughness to resist chipping while still providing the necessary hardness and wear resistance. Avoid ultra-fine-grain carbides (often designed for very hard steels) as they can be too brittle for the abrasive nature of cast iron.
Coatings: While not always necessary for cast iron, certain coatings can provide an extra layer of protection and improve performance.
Uncoated: Often sufficient for cast iron, especially with flood coolant. The carbide itself is inherently heat-resistant.
TiN (Titanium Nitride): A good general-purpose coating that adds some hardness and lubricity. It helps reduce friction and build-up.
AlTiN (Aluminum Titanium Nitride): Excellent for high-temperature applications. AlTiN forms a protective aluminum oxide layer at high heats, which further insulates the carbide substrate and reduces wear. This is a top choice for demanding cast iron machining, especially in dry machining or with minimal coolant.
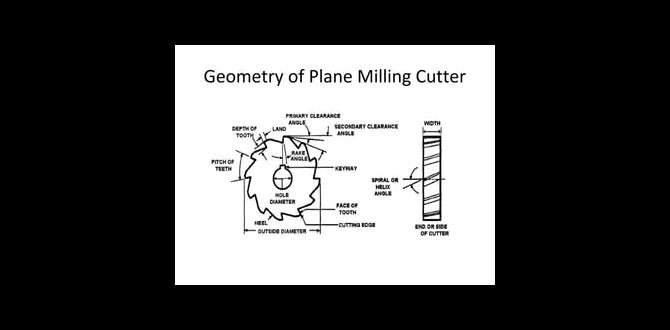
End Mill Geometry: The Shape of Success
The design of the end mill itself plays a crucial role in how it interacts with cast iron.
Number of Flutes:
2 Flutes: Generally preferred for cast iron. The fewer flutes provide more chip clearance, which is vital for evacuating the abrasive cast iron chips. This reduces the risk of chip recutting and tool breakage.
3-4 Flutes: Can be used, but require careful attention to chip load and coolant/air blast to prevent chip packing. They offer a smoother finish in some applications but can be more prone to issues with cast iron if not managed correctly.
Helix Angle:
Standard (30°): A common and versatile helix angle suitable for many cast iron applications.
High Helix (45°+): Can provide a more shearing action, leading to a smoother finish and potentially lower cutting forces. However, they can also be more prone to chatter and require a more rigid setup. For beginners, a standard helix is often a safer bet.
Variable Helix: Some end mills feature a variable helix angle, which can help to break up vibrations and reduce chatter, leading to a better finish and longer tool life.
End Type:
Square End: The most common type, suitable for general milling, pocketing, and profiling.
Corner Radius: Adding a small radius to the corners (e.g., 0.010″ or 0.020″) can significantly increase the tool’s strength and resistance to chipping at the cutting edges, which is beneficial for abrasive materials like cast iron.
Shank: Ensure the shank diameter matches your tool holder. For deeper cuts or when reaching into pockets, you might need longer shanks. However, longer shanks introduce more deflection and vibration, so use the shortest shank practical for the job. A shank diameter of 1/4 inch is common for smaller end mills, often paired with an 1/8 inch cutting diameter for detailed work.
Key Specifications for Cast Iron Machining
When you’re browsing for your carbide end mill, keep an eye out for these specific features, especially if the product description mentions “for cast iron”:
Material: Tungsten Carbide (often specified as ‘Solid Carbide’)
Coating: AlTiN or uncoated are excellent choices.
Flutes: 2 Flutes (ideal for chip evacuation)
Helix Angle: 30° standard or variable helix
Edge Prep: Corner radius (small, e.g., 0.010″ – 0.020″) for added strength
A popular and very effective combination for beginners tackling cast iron would be a 2-flute, solid carbide end mill with a fine-grain structure, a standard 30° helix, and an AlTiN coating or an uncoated variant. For smaller, detailed work, you might look at a carbide end mill 1/8 inch 1/4 shank extra long for cast iron heat resistant – this specifies the cutting diameter (1/8″), the shank diameter (1/4″), that it’s designed for cast iron and is heat resistant, with potentially a longer reach for certain operations.
Setting Up for Success: Workholding and Machine Rigidity
Before the end mill even touches the metal, your setup needs to be solid. Machining cast iron with carbide tools demands rigidity. Any wobble or flex in your machine, tool holder, or workholding will result in chatter, poor finish, and likely broken tooling.
Machine Rigidity
Ensure your milling machine is in good working order. Spindle bearings should be tight, and the ways (guides) should have minimal play. Mount the end mill securely in a quality collet holder or end mill holder – avoid set-screw style holders if possible, as they can damage the shank and lead to runout.
Workholding
Vices: A robust milling vice is essential. Ensure it’s clean, the hardened jaws are in good condition, and it’s securely bolted to the machine table. Use a vise stop if possible to prevent the workpiece from lifting under the cutting forces.
Clamps: If using clamps, ensure they are positioned to resist the cutting forces. Avoid placing clamps directly in the path of the end mill.
Fixtures: For production runs or critical accuracy, custom fixtures are ideal. They provide stable, repeatable holding.
The rule of thumb is this: the more rigid your setup, the faster and cleaner you can cut. For beginners, err on the side of over-clamping and ensuring everything is locked down tight.
Machining Strategies for Cast Iron with Carbide End Mills
Now for the actual cutting. Here’s how to approach cast iron with your new carbide end mill, keeping it simple and effective.
Speeds and Feeds: The Golden Ratio
This is often the most intimidating part for beginners, but it’s simpler than it sounds. Speeds and feeds determine how fast the tool rotates (speed) and how fast it moves through the material (feed rate).
Cutting Speed (Surface Speed – SFM/SMM): This is the speed at which the cutting edge moves across the material. Carbide tools can handle much higher surface speeds than HSS. For uncoated carbide in cast iron, a starting point might be 200-400 SFM (60-120 SMM). Coated carbide (like AlTiN) can often push this higher.
Feed Per Tooth (IPT/IPR): This is how much material each cutting edge removes per revolution. A common starting point for a 1/4 inch diameter carbide end mill in cast iron is around 0.003 – 0.006 inches per tooth (IPT). This is often expressed as revolutions per minute (RPM) and feed rate (IPM).
How to Calculate RPM:
RPM = (Surface Speed 3.82) / Tool Diameter (in inches)
or
RPM = (Surface Speed 12) / Tool Diameter (in inches) for SMM/MM
How to Calculate Feed Rate (IPM):
Feed Rate (IPM) = RPM Number of Flutes Feed Per Tooth (IPT)
Example Calculation:
Let’s say you have a 1/4″ diameter, 2-flute carbide end mill, and you’re targeting 300 SFM.
1. Calculate RPM:
RPM = (300 SFM 3.82) / 0.25″ = 4584 RPM. Let’s round down to 4500 RPM for a safe start.
2. Calculate Feed Rate (IPM) using 0.004 IPT:
Feed Rate = 4500 RPM 2 Flutes 0.004 IPT = 36 IPM.
It’s crucial to start conservatively and listen to your machine and tool. Modern CAM software and machine control can handle these calculations, but understanding them helps you make good choices and troubleshoot.
Pro Tip: Always look up manufacturer recommendations for carbide end mills, as they often provide specific speed and feed ranges for different materials. You can find excellent resources from manufacturers like Kennametal or Sandvik Coromant.
Coolant and Lubrication: Keeping Things Cool
Cast iron machining generates heat. While carbide is heat-resistant, excessive heat can still cause issues.
Flood Coolant: This is the preferred method for cast iron. A good quality soluble oil coolant provides essential cooling and lubrication, flushing away chips and preventing heat buildup. The flow should be strong and directed at the cutting zone.
MQL (Minimum Quantity Lubrication): For some applications, a fine mist of lubricant can be effective. This is often used when flood coolant is undesirable.
Dry Machining: Possible with some carbide grades and coatings (especially AlTiN) and often requires much lower spindle speeds and careful chip management. However, for beginners, using coolant is highly recommended for cast iron.
Cutting Strategies: Climb vs. Conventional Milling
Climb Milling (Down Milling): The tool rotates in the same direction as its feed. This provides a better surface finish and longer tool life because the chip thickness starts at zero and increases, and the cutting forces actually help to hold the workpiece down. For cast iron, climb milling is generally the preferred method with rigid setups. The cutting forces push the tool into the workpiece, which is ideal if your machine has no backlash.
Conventional Milling (Up Milling): The tool rotates against the direction of its feed. This can be more forgiving in machines with backlash but generally results in a rougher finish and increased tool wear.
For best results on cast iron with carbide end mills, plan your toolpaths for climb milling whenever possible.
Depth and Width of Cut
Depth of Cut (DOC): Start with a conservative depth of cut. For a 1/4″ end mill, a DOC of around 0.100″ might be a good starting point, but this can be increased significantly with a rigid setup.
Width of Cut (WOC): When doing pocketing or profiling, avoid taking full-width cuts. Aim for a WOC that is typically 25-50% of the tool diameter. This reduces the load on the tool and helps manage cutting forces. For example, when milling a 1″ pocket with a 1/2″ end mill, take multiple passes rather than one.
Specific Applications and Tooling Considerations
Let’s look at some common machining tasks with cast iron and how your carbide end mill fits in.
Pocketing
When creating pockets, a two-flute end mill is ideal for chip evacuation. Use a high-speed roughing end mill if you need to remove a lot of material quickly; these have a more aggressive cutting geometry. For finishing passes, a standard square or corner radius end mill will give you a good surface. Ensure your CAM software is set up for climb milling and efficient pocketing strategies (e.g., adaptive clearing).
Profiling and Contouring
For the exterior of a part, a standard two or three-flute end mill works well. Again, climb milling is preferred. If you need a very fine finish, consider a finishing end mill with a higher flute count or a specific finishing geometry. Take a light finishing pass (e.g., 0.002″ – 0.004″ stock removal) to achieve the best surface quality.
Drilling and Slotting
While end mills aren’t ideal for deep drilling, they can be used for shallow countersinks or to create starting holes for a drill. You can also use them to create slots. For slotting, a two-flute end mill is again best to avoid chip packing. Ensure the slot width is slightly larger than the end mill diameter for easier cutting.
Examples of Carbide End Mills for Cast Iron
When searching online or from suppliers, you might see descriptions like:
Solid Carbide Roughing End Mill, AlTiN Coated: Designed for high material removal rates in tough materials.
Solid Carbide Square End Mill, 2-Flute, Uncoated: A workhorse for general milling and pocketing in cast iron.
Solid Carbide End Mill with Corner Radius, 1/8″ Diameter, 1/4″ Shank, Extra Long Reach, Heat Resistant: This is a very specific example, perfect for detailed work where reaching into a slightly deeper area is required. The “heat resistant” aspect is inherent to carbide, but it’s a good keyword to see.
You can find excellent resources from reputable tool manufacturers. For example, the Harvey Tool website has a section dedicated to tooling for cast iron, offering a good variety of options.
Maintenance and Care for Your Carbide End Mills
Even the toughest tools need a little care.
Cleaning: After each use, thoroughly clean your end mills. Use a brush and solvent to remove any metal chips or coolant residue.
Inspection: Check for any signs of wear, chipping, or dullness on the cutting edges. If you see significant damage, it’s time to consider re-sharpening or replacing the tool.
Storage: Store your end mills properly in a tool holder or protective case to prevent damage to the cutting edges. Avoid letting them rattle around in a toolbox.
Re-sharpening carbide can be done by specialized services, and it can save you money in the long run, especially if you’re using larger or more expensive tools.
Troubleshooting Common Issues
Even with the best tools and setup, you might encounter problems.
Chatter or Vibration
Causes: Machine rigidity, worn tool holder, improper speeds/feeds, flying chips, incorrect tool length.
Solutions: Increase rigidity, use a tool holder with less runout, adjust speeds/feeds (often a slight increase in feed rate can help), shorten the extension of the tool, use a variable helix end mill.
Poor Surface Finish
Causes: Dull tool, excessive chip buildup, incorrect speeds/feeds, inadequate cooling, chatter.
Solutions: Use a fresh or sharper tool, ensure good chip evacuation (clean flutes, adequate coolant), adjust speeds/feeds, ensure proper coolant flow, address chatter.
Tool Breakage
Causes: Too aggressive feeds/speeds, insufficient rigidity, chip recutting, plunging too fast, crashing into the workpiece.
Solutions: Reduce depth/width of cut, increase rigidity, ensure proper chip clearance, use peck drilling cycles when plunging, double-check toolpaths.