This guide explains how to select and use a 1/8 inch carbide end mill with a 3/8 inch shank and reduced neck for cutting Delrin, focusing on achieving low runout for precise results.
Ever found yourself staring at a piece of Delrin, wondering which tool will give you the cleanest, most accurate cut? It can be frustrating when you need a specific tool size, like a 1/8 inch carbide end mill, especially when you’re aiming for that super-smooth finish that low runout provides. This isn’t just about picking any old cutter; it’s about understanding how a specific type, like one with a reduced neck and a 3/8 inch shank, can make all the difference, particularly with softer plastics like Delrin. Getting this right means your projects will look professional and perform brilliantly. Don’t worry, though. We’ll break down exactly what you need to know, step-by-step, so you can tackle your projects with confidence.
Mastering Delrin Cuts: Your Guide to 1/8 Inch Carbide End Mills
Working with plastics like Delrin (also known as acetal or POM) requires a keen eye for tooling, especially when precision is paramount. Delrin is fantastic for functional parts due to its strength, low friction, and excellent machinability. However, it can also melt easily if the wrong tools or speeds are used, leading to gummy messes and inaccurate cuts. That’s where the right end mill comes in. For intricate work and the tightest tolerances, a 1/8 inch carbide end mill with a 3/8 inch shank and a reduced neck design is often the go-to choice. This combination is designed to minimize chatter and vibration, ensuring a clean, chip-free surface finish and significantly low runout, which is critical for dimensional accuracy.
We’ll explore why this specific configuration is so effective for Delrin and how you can leverage it in your workshop. This includes choosing the right type of end mill, understanding its features, setting up your machine correctly, and the actual cutting process. By the end of this guide, you’ll be well-equipped to select and use these specialized end mills confidently.
Why a 1/8 Inch Carbide End Mill for Delrin?
Delrin is a popular thermoplastic for a reason. Its properties make it suitable for a wide range of applications, from gears and bearings to electrical insulators and consumer goods. For machinists, this means it can be cut with relative ease. However, achieving high-quality finishes, especially on smaller features or in thin sections, demands attention to detail. A 1/8 inch end mill is ideal for creating fine details, slots, pockets, and contouring, allowing for intricate designs and precise component manufacturing.
The Advantages of Carbide
Carbide (tungsten carbide) is the material of choice for many cutting tools because of its exceptional hardness, wear resistance, and ability to withstand high temperatures. When machining plastics like Delrin, carbide cutters maintain their sharpness longer and resist softening from friction better than high-speed steel (HSS) tools. This translates to:
- Sharper edges for cleaner cuts.
- Less heat buildup, reducing the chance of melting the plastic.
- Longer tool life, saving you money and reducing tool changes.
- Consistent performance for repeatable results.
The Importance of Shank Diameter and Reduced Neck Design
You might wonder why the shank diameter (3/8 inch in this case) and a reduced neck are important. Let’s break it down:
3/8 Inch Shank for Stability
While the cutting diameter is 1/8 inch, the 3/8 inch shank provides a much more rigid and stable connection to your machine’s collet or tool holder. A larger shank diameter means less flex and vibration during the cut. This increased rigidity is crucial for several reasons:
- Reduces Chatter: A more rigid tool is less prone to vibrating, which can create rough surface finishes and inaccuracy.
- Improves Accuracy: Less tool deflection means your cuts will be closer to their intended dimensions.
- Enables Higher Feed Rates: With increased stability, you can often push the tool a little harder, speeding up machining times without sacrificing quality.
Reduced Neck for Clearance and Chip Evacuation
A “reduced neck” design means that the shaft of the end mill, just above the cutting flutes, is machined down to a smaller diameter than the shank. For a 1/8 inch cutter, the neck might be reduced to something like 3mm or 1/4 inch. This feature offers significant benefits, especially when working with Delrin:
- Increased Clearance: A reduced neck allows the tool to reach into tighter corners and deeper pockets without the non-cutting portion of the tool making contact with the workpiece or the walls of a pocket. This is vital for fully bottoming out in a pocket or machining complex 3D shapes.
- Improved Chip Evacuation: Plastics like Delrin can produce long, stringy chips. The reduced neck, along with optimized flute geometry, helps to clear these chips away from the cutting zone more effectively. Better chip evacuation prevents re-cutting chips, which can lead to tool breakage, overheating, and a poor surface finish.
- Minimizes Material Drag: In deep cuts, a reduced neck can lower the risk of the shaft dragging and gouging the workpiece.
Low Runout: The Key to Precision
Runout refers to the imprecise rotation of a cutting tool. When an end mill has high runout, its tip wobbles as it spins. This wobble causes:
- Inconsistent cut depth.
- Rough surface finishes.
- Increased tool wear.
- Dimensional inaccuracies.
- Higher risk of tool breakage.
For delicate materials like Delrin and for applications requiring tight tolerances, low runout is non-negotiable. A well-manufactured end mill, combined with a quality collet and holder, is essential for achieving this. A 1/8 inch carbide end mill specifically designed for precision applications will often have very tight manufacturing tolerances to ensure minimal runout.
You can learn more about the importance of tool precision and runout from resources like the Society of Manufacturing Engineers (SME), a leading professional organization for manufacturing professionals.
Selecting the Right 1/8 Inch Carbide End Mill for Delrin
Not all 1/8 inch carbide end mills are created equal. When you’re specifically targeting Delrin and aiming for low runout, here are the key features to look for:
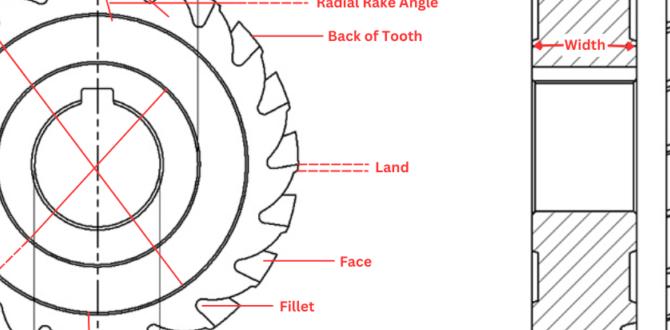
End Mill Geometry
The shape and number of flutes on an end mill play a crucial role in its performance, especially with plastics.
Number of Flutes
For plastics like Delrin, the ideal number of flutes is typically 2 or 3. Here’s why:
- 2 Flutes: Generally offer the best chip clearance, which is excellent for Delrin’s stringy chips. They are also less prone to clogging.
- 3 Flutes: Can provide a smoother finish than 2-flute mills and are often used for more finishing-oriented tasks or slightly harder plastics. They still offer reasonable chip clearance.
- 4+ Flutes: These are usually designed for harder metals and are not ideal for plastics. They have poorer chip evacuation and can generate more heat, leading to melting.
For general-purpose machining of Delrin with a 1/8 inch end mill, a 2-flute end mill is often the best starting point.
Helix Angle
The helix angle is the angle of the cutting edge relative to the axis of the tool. Common helix angles are high (30° – 45°), standard (30°), or low (around 20°). For plastics:
- High Helix Angles (e.g., 45°): These offer excellent chip evacuation and a shearing action that is very effective for plastics. They can reduce the tendency for melting.
- Standard or Low Helix Angles: Can also work but might generate slightly more heat and less efficient chip removal.
Look for end mills specifically designed for plastics, which often feature higher helix angles.
Coating
While not always necessary for Delrin, certain coatings can further enhance performance and tool life:
- Uncoated: Often sufficient for plastics if chip evacuation is good and speeds/feeds are appropriate.
- TiN (Titanium Nitride): A basic, widely used coating that adds some hardness and lubricity.
- AlTiN (Aluminum Titanium Nitride) or SiAlON: These advanced coatings offer superior heat resistance and hardness, which can be beneficial for high-speed machining or if you encounter hot spots.
For Delrin, an uncoated or TiN-coated 2-flute, high-helix end mill is a common and effective choice.
Specific Design Features to Look For
- Reduced Neck: As discussed, ensure the neck is visibly smaller than the shank diameter. Check the manufacturer’s specs for how much it’s reduced.
- Profile/Tolerance Designation: Some manufacturers will specify a high-precision tolerance for their end mills, indicating that they are manufactured to tighter standards for concentricity and runout.
- Corner Radius: For some applications, a sharp corner is desired. For others, a small corner radius (e.g., 0.010″ or 0.25mm) can strengthen the cutting edge and prevent chipping, though it won’t create a perfectly square corner.
Where to Buy Quality End Mills
When searching for these specialized end mills, look for reputable tool manufacturers and suppliers. Brands known for quality precision tooling include:
- Maritool
- SGS Tool Company
- Komet
- Haimer
- Guhring
- Kennametal (though often focused on heavy industry, they have precision lines)
Online retailers that specialize in machining tools are also excellent sources. Always check product descriptions carefully for flute count, shank size, neck reduction, and material suitability.
Setting Up Your Machine for Success
Even the best end mill won’t perform optimally if your machine isn’t set up correctly. For machining Delrin with a 1/8 inch carbide end mill, consider these vital setup points.
Collet and Holder Precision
The point where the end mill engages with your machine’s spindle is critical. A high-quality R8 collet, CAT, or BT tool holder, and corresponding collet chuck (if applicable) are essential for minimizing runout.
- Cleanliness is Key: Ensure the collet, collet nut, and tool holder are spotlessly clean. Any debris can significantly increase runout.
- Proper Tightening: Always tighten collets evenly and securely according to the manufacturer’s instructions. Over-tightening can damage the collet or tool.
- Matching Tolerances: Invest in quality tooling accessories. A worn-out collet set or a cheap tool holder can be a major source of runout, negating the benefits of a precision end mill.
For machines like CNC routers or mills, ensure your spindle bearings are in good condition. Worn bearings are a prime culprit for high runout.
Workholding and Fixturing
Securely holding your Delrin workpiece is just as important as holding the tool.
- Rigid Clamping: Use clamps that won’t flex or shift during machining. Avoid overtightening, which can deform plastic parts.
- Support Thin Sections: If you’re working with thin Delrin sheets, ensure they are well-supported from underneath to prevent vibration and warping. Machine surfacing tables or sacrificial wasteboards are often used.
- Avoid Distortion: Ensure the part is clamped flat and true to the machine bed.
Machine Calibration and Alignment
Modern CNC machines offer incredible precision, but calibration is still important.
- Axis Alignment: Ensure your machine’s axes are perpendicular to each other. Misalignment can manifest as inaccurate shapes or inconsistent depths.
- Spindle Runout Check: You can often check the runout of your spindle itself using a dial indicator attached to the spindle and a test bar or, carefully, the edge of a solid block held in the collet. Many services offer spindle runout checks and reconditioning.
Machining Delrin: Speeds, Feeds, and Techniques
Delrin behaves differently from metal. Managing heat and chip formation is paramount. Here’s a guide to getting started with speeds and feeds.
General Speed and Feed Guidelines for Delrin
These are starting points. Always listen to your machine and the cutting sound, and adjust as needed. Generally, you want to cut Delrin fast enough to evacuate chips efficiently and prevent melting, but not so fast that you overload the tool.
Surface Speed (SFM) and Spindle Speed (RPM)
Surface speed is the speed of the cutting edge as it moves through the material, measured in feet per minute (SFM) or meters per minute (MPM). RPM is what your spindle actually does.
- Recommended SFM for Delrin: Typically ranges from 300-600 SFM (90-180 MPM).
- Calculating RPM: RPM = (SFM 3.82) / Diameter (inches)
For a 1/8 inch (0.125 inch) end mill:
- At 500 SFM: RPM = (500 3.82) / 0.125 = 15,280 RPM
- At 600 SFM: RPM = (600 3.82) / 0.125 = 18,336 RPM
This means you’ll likely need a machine capable of high spindle speeds (15,000+ RPM) to achieve optimal surface speeds with a 1/8 inch cutter in Delrin. If your machine has a lower top speed, you’ll need to adjust your feed rate accordingly.
Chip Load and Feed Rate (IPM)
Chip load is the thickness of the chip that each cutting edge removes. Feed rate is the speed at which the tool moves through the material, measured in inches per minute (IPM) or millimeters per minute (MPM).
- Recommended Chip Load for 1/8″ 2-flute carbide end mill in Delrin: 0.001″ – 0.003″ per tooth.
- Calculating Feed Rate: Feed Rate (IPM) = Chip Load Flutes RPM
Let’s use an example: Assume a spindle speed of 18,000 RPM and a chip load of 0.002″:
- Feed Rate = 0.002″ 2 flutes 18,000 RPM = 72 IPM
If your spindle speed is lower, say 10,000 RPM, and you use the same chip load:
- Feed Rate = 0.002″ 2 flutes * 10,000 RPM = 40 IPM
Key Takeaway: Higher spindle speeds allow for faster feed rates, which are crucial for efficient chip evacuation and preventing melting.
Cutting Strategies
How you approach the cut can make a big difference.
- Climb Milling vs. Conventional Milling: For plastics, climb milling is often preferred. In climb milling, the cutter rotates in the same direction as the feed. This results in a thinner chip at the start of the cut and a thicker chip at the end, which generally gives a better surface finish and reduces heat buildup compared to conventional milling.
- Stepover (Radial Depth of Cut): When milling slots or pockets, the “stepover” is the percentage of the tool diameter that the cutter moves sideways. For roughing, a stepover of 20-40% is common. For finishing, use a smaller stepover (5-15%) to achieve a smoother surface.
- Stepdown (Axial Depth of Cut): For a 1/8 inch end mill, take conservative stepdowns, especially in the initial passes. Start with stepdowns of 0.25x to 0.5x the tool diameter (i.e., 0.031″ to 0.062″). For finishing passes, a very shallow stepdown (e.g., 0.005″ – 0.010″) can create an exceptional surface finish.
- Air Cutting: Always ensure your tool is clear of the material when moving between cutting paths to avoid unnecessary wear or potential collisions.
Cooling and Lubrication
While Delrin is relatively easy to machine, managing heat is still important.
- Air Blast: A stream of compressed air directed at the cutting zone is often sufficient to cool the tool