Our 8mm shank carbide end mills are your go-to for precise aluminum machining. Designed for optimal chip clearance and stability, they deliver clean cuts and extend tool life in softer metals like 6061 aluminum. Experience reduced chatter and impressive surface finishes effortlessly.
Working with aluminum on your milling machine can sometimes feel a little tricky, especially when you’re just starting out. You might notice chatter, rough edges, or that your tool isn’t cutting as cleanly as you’d hoped. It’s a common hurdle that can make you wonder if you’re doing something wrong. But don’t worry! The right tool makes all the difference. Today, we’re going to dive into a specific hero of aluminum machining: the 8mm shank carbide end mill. We’ll explore why this particular size and material is a fantastic choice for softer metals like 6061 aluminum, especially when you need a bit more reach or stability. Get ready to learn how to pick the right one and use it for amazing results!
Why an 8mm Shank Carbide End Mill is Great for Aluminum
When you’re milling aluminum, you want a tool that can handle its unique properties. Aluminum is softer than steel, which means it can be “gummy” and stick to cutting edges. This can lead to poor finishes and even damage your tool. Carbide, a super-hard material, is excellent for cutting metals. An 8mm shank provides a good balance of rigidity and accessibility for many hobbyist and small-shop CNC machines.
Understanding Carbide
Carbide, or tungsten carbide, is a compound of tungsten and carbon atoms. It’s incredibly hard and wear-resistant, much more so than high-speed steel (HSS). This means carbide end mills can cut faster and last longer, especially in tougher materials or when doing high-volume work. For aluminum, the hardness of carbide helps prevent the soft metal from sticking and building up on the cutting edges, ensuring a cleaner cut and better surface finish.
The Benefits of an 8mm Shank
The diameter of an end mill’s shank is pretty important. An 8mm shank is a common size that offers several advantages for aluminum work:
- Balance of Rigidity and Flexibility: An 8mm shank is robust enough to resist deflection, especially when cutting deeper or using higher feed rates. This rigidity is crucial for preventing chatter and achieving accurate dimensions.
- Machine Compatibility: Many smaller desktop CNC machines and some manual milling machines are designed around common shank sizes like 8mm. This means easy availability of collets and tool holders.
- Cost-Effectiveness: Compared to larger shank sizes (like 12mm or 1/2 inch), 8mm end mills can sometimes be more budget-friendly, which is great for hobbyists and beginners.
- Reach: Many 8mm end mills are available in “long reach” versions. This is particularly useful for accessing deeper features in your workpiece without needing a specialized extension holder.
Why 6061 Aluminum is a Popular Choice (and how the end mill helps)
You’ll often hear about 6061 aluminum. It’s one of the most widely used aluminum alloys because it’s a good all-rounder. It offers a great combination of strength, weldability, and corrosion resistance. Crucially for machining, it’s relatively soft and easy to cut, making it ideal for prototyping, fabrication, and hobby projects. However, even soft metals like 6061 can cause issues if you use the wrong cutting tool or parameters. An 8mm shank carbide end mill is perfectly suited to slice through 6061 cleanly, preventing the gummy buildup that can plague less experienced machinists. It helps you achieve that smooth, polished look that aluminum is known for.
Choosing the Right 8mm Carbide End Mill for Aluminum
Not all 8mm carbide end mills are created equal, especially when it comes to milling aluminum. Here are the key features to look for:
End Mill Geometry: Flutes and Helix Angle
The shape and number of flutes (the cutting edges) on an end mill are critical.
- Number of Flutes: For aluminum, you generally want fewer flutes.
- 2-Flute End Mills: These are often the best choice for aluminum. The two flutes provide ample space for chip evacuation. Aluminum can create long, stringy chips, and good chip clearance is essential to prevent them from getting recut, which degrades the finish and can damage the tool. The larger flute gullet (the space between the flutes) allows these chips to escape easily.
- 3-Flute End Mills: These can sometimes be used for aluminum, especially if you’re looking for a slightly better finish or if your machine can handle slightly higher feed rates. However, they have less chip clearance than 2-flute mills, so you need to be mindful of chip buildup, especially in deeper cuts.
- 4-Flute End Mills: These are generally not recommended for aluminum. With four flutes, the chip clearance is significantly reduced, making them prone to clogging and poor performance with gummy materials.
- Helix Angle: This is the angle of the cutting edge relative to the axis of the tool.
- High Helix Angle (e.g., 45 degrees or more): A steeper helix angle gives a shearing action. This is excellent for aluminum because it cuts smoothly, reduces cutting forces, and helps to break up chips. It results in a quieter cut and a better surface finish.
- Standard Helix Angle (e.g., 30 degrees): These are more general-purpose but can still work. However, a high helix variant is usually preferred for aluminum.
- Ball Nose vs. Flat Nose:
- Flat Nose: Used for creating flat-bottomed pockets, slots, and profiles.
- Ball Nose: Used for creating curved 3D surfaces, fillets, and chamfers.
Both can be effective, but for general-purpose cutting and pocketing, a flat nose is a good starting point. Be aware that true, sharp corner flat-nose end mills can sometimes be more prone to chipping than those with a small corner radius, which is often beneficial for aluminum.
Coating and Material Details
A few other things to consider on the end mill itself:
- Uncoated: For aluminum, uncoated carbide end mills are often perfectly fine and can even perform better than coated ones. The smooth, polished surface of uncoated carbide can help reduce the tendency for aluminum to stick.
- Specialized Coatings: If you do opt for a coating, look for very smooth, low-friction coatings like ZrN (Zirconium Nitride) or TiB2 (Titanium Diboride). These can further help prevent material buildup. Avoid rougher, thicker coatings.
- Polished Flutes: End mills designed specifically for aluminum often have highly polished flutes to further aid in chip evacuation and prevent sticking.
Long Reach Considerations
When looking for an “8mm shank carbide end mill for aluminum,” you might see terms like “long reach.” This refers to the length of the cutting flute and the overall stick-out length of the tool. A longer tool allows you to machine deeper features in your part. However, longer tools are more prone to deflection and vibration. For stable cutting, especially with an 8mm shank, prioritize a tool that has an appropriate length for your task without being excessively long that it compromises rigidity.
The keyword “carbide end mill 3/16 inch 8mm shank long reach for aluminum 6061 low runout” points to specific needs. The 3/16 inch is very close to 8mm (approximately 7.94mm), so it’s often used interchangeably, especially by manufacturers in different regions. Low runout” means the end mill is precisely manufactured so that its runout (wobble) is minimal when held in a collet or spindle. Low runout is crucial for achieving good surface finishes and extending tool life, as it ensures consistent chip loads and avoids uneven wear.
Essential Setup and Safety Procedures
Before you even think about touching that plunge button, proper setup and safety are paramount. Machining is incredibly rewarding, but it demands respect and attention to detail.
Machine Preparation
Ensure your milling machine is in good working order:
- Spindle Runout: Check your machine’s spindle for excessive runout. A well-maintained spindle is key to tool life and part accuracy. You can use an indicator to measure this. Many resources, like those from the National Institute of Standards and Technology (NIST), provide guidance on precision measurement.
- Collets and Tool Holders: Use a high-quality collet that fits your 8mm shank precisely. Dirty or worn collets contribute to runout and can damage your end mill. Clean both the collet and the end mill shank before insertion.
- Workholding: Your workpiece must be securely clamped. Use vises, clamps, or fixtures that are suitable for the forces involved in milling. A loose workpiece is extremely dangerous and will ruin your part and likely damage your tool.
Safety First!
Always prioritize your safety:
- Eye Protection: Wear safety glasses or a full face shield at all times. Metal chips flying at high speed can cause serious injury.
- Clothing: Avoid loose clothing, jewelry, or long hair that could get caught in the rotating machinery.
- Hearing Protection: Milling can be noisy. Earplugs or earmuffs are recommended.
- Machine Guarding: Use any available machine guards or consider fabricating your own chip shield.
- Emergency Stop: Know where your machine’s emergency stop button is and ensure it’s accessible.
Step-by-Step: Milling Aluminum with an 8mm Carbide End Mill
Let’s get this aluminum part cut! We’ll break it down into simple steps.
Step 1: Load the End Mill
Insert the 8mm shank carbide end mill into its appropriate collet. Ensure the collet is clean and the shank of the end mill is fully seated. Tighten the collet securely in your machine’s spindle or tool holder. If using a CNC, tighten the tool holder retention knob as per your machine’s procedure.
Step 2: Secure Your Workpiece
Place your piece of 6061 aluminum onto the milling machine table. Use a vise or clamps to hold it firmly. Ensure the surface you intend to mill is accessible and flat relative to the machine’s travel.
Step 3: Set Up Your Cutting Parameters (Speeds and Feeds)
This is where the magic happens! Getting the right speeds and feeds is critical for a good cut.
For aluminum with an 8mm (approx. 0.315 inch) 2-flute carbide end mill, here are general starting points. Always remember these are starting points, and you may need to adjust based on your specific machine, tool, and the exact alloy of aluminum.
| Parameter | Recommended Value for 8mm 2-Flute Carbide on 6061 Aluminum |
|---|---|
| Surface Speed (SFM) | 300 – 600 SFM (Surface Feet per Minute) |
| Spindle Speed (RPM) | (SFM 3.82) / Diameter (in inches) = (e.g., 450 SFM 3.82) / 0.315 inches = ~5458 RPM |
| Feed Per Tooth (IPT) | 0.001 – 0.003 inches (or 0.025 – 0.075 mm) |
| Feed Rate (IPM) | Spindle Speed (RPM) Flutes Feed Per Tooth (IPT) = e.g., 5458 RPM 2 0.002 IPT = ~21.83 IPM |
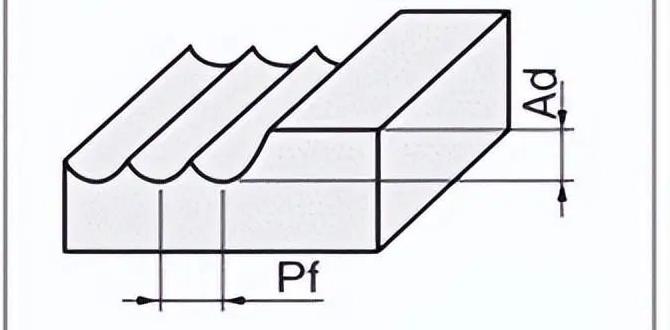
| Depth of Cut (DOC) | Radial DOC: 0.25-0.50 Diameter (e.g., 0.25 0.315″ = ~0.079″)
Axial DOC: 0.10-0.25 Diameter (e.g., 0.1 0.315″ = ~0.0315″) |
Important Notes on Speeds and Feeds:
- Chip Load is King: Focus on achieving the correct chip load (Feed Per Tooth). Too small, and the tool rubs, creating heat and poor finish. Too large, and you risk breaking the tool or overloading the machine.
- Machine Rigidity: A more rigid machine can handle higher feed rates. If you hear chattering, reduce the feed rate or depth of cut.
- Coolant/Lubrication: For aluminum, using a cutting fluid or lubricant is highly recommended. It helps keep the tool cool, lubricates the cut, and aids in chip evacuation. Compressed air is also very effective for blowing chips away.
- Finding Your Spindle Speed: Not all machines have precise RPM control. Start conservatively and listen to the cut. Listen for a smooth, consistent sound. A high-pitched squealing often means the feed is too slow or the tool is rubbing. A deep “thump” or chatter can mean the feed is too fast or the cut is too deep.
- Online Calculators: Many tool manufacturers and machining websites offer excellent free calculators to help you determine starting speeds and feeds for various materials and tools.
For more detailed information on calculating machining parameters, the Machinery’s Handbook is a legendary resource, and even its online versions or related educational materials can provide deep insights. For beginners, starting with manufacturer recommendations is a safe bet.
Step 4: Perform a Test Cut (Optional but Recommended)
If you have scrap material, make a quick test cut in an inconspicuous area. This lets you verify your speeds and feeds without risking your primary part. Listen to the sound of the cut and visually inspect the chips. Good chips are usually relatively small and breakable, not long and stringy.
Step 5: Execute Your Program or Manual Operation
For CNC users, load your G-code program. For manual milling, carefully engage the end mill into the aluminum. Keep your hand on the feed lever and listen. A smooth, consistent cutting sound is what you’re aiming for.
Step 6: Monitor the Cut
Watch the cutting process closely. Is the tool cutting cleanly? Are the chips clearing properly? Is there excessive chatter? Be ready to pause or stop the machine if something doesn’t look or sound right.
Step 7: Inspect the Result
Once the cutting operation is complete, carefully remove the end mill from the workpiece. Inspect the milled surface. You should see clean cuts with minimal scoring or burrs. The color of the chips can also tell you a story – bright, shiny chips can indicate rubbing or insufficient coolant.
Troubleshooting Common Issues
Even with the right tool, you might run into problems. Here’s how to fix them:
Issue: Gummy Buildup on the End Mill
Cause: Aluminum sticking to the cutting edges.
Solutions:
- Increase spindle speed or feed rate to achieve a faster chip load.
- Ensure you are using sufficient coolant or lubricant. Compressed air can help blow chips away.
- Use a dedicated aluminum end mill with polished flutes and/or a high-helix angle.
- Reduce the depth of cut to allow for better chip evacuation.
- Consider a multi-flute aluminum-specific end mill if you’re using a 2-flute.
Issue: Chatter or Vibration
Cause: Tool deflection, machine rigidity issues, incorrect speeds/feeds, or workpiece not held securely.
Solutions:
- Reduce the depth of cut (both axial and radial).
- Reduce the feed rate.
- Ensure the end mill is sharp.
- Use a shorter, more rigid end mill if possible.
- Improve workholding; ensure the workpiece is absolutely solid.
- Check for play in your machine’s ways or spindle.
- Try a different spindle speed; sometimes a slightly higher or lower speed can get you out of resonance.
Issue: Poor Surface Finish (Roughness, Lines)
Cause: Low quality end mill, excessive runout, incorrect speeds/feeds, not enough lubrication, or chips being recut.
Solutions: