A 1/8-inch carbide end mill is your go-to tool for achieving incredibly precise cuts in various materials. Its small size and sharp carbide edges make it perfect for detailed work on CNC machines, offering excellent durability and accuracy for hobbyists and professionals alike when used correctly.
Welcome to Lathe Hub! If you’ve been looking to add a serious dose of precision to your milling projects, especially those involving intricate details or smaller workpieces, you’ve come to the right place. The 1/8-inch carbide end mill might seem small, but don’t let its size fool you. This little powerhouse is a game-changer for achieving those clean, accurate cuts that can make or break a project.
Many beginners find themselves intimidated by the sheer variety of cutting tools available. Understanding what each tool does and how to use it effectively is crucial for success and, more importantly, for safety. Today, we’re going to demystify the 1/8-inch carbide end mill. We’ll explore why it’s such an essential tool, what makes it special, and how you can use it to elevate your CNC milling or even some manual milling tasks. Get ready to unlock a new level of detail and accuracy in your workshop!
What is a Carbide End Mill?
An end mill is a type of milling cutter. Think of it as a drill bit that can also move sideways. Unlike a drill bit, which is primarily designed for plunging straight down into material, an end mill has cutting edges on its sides as well as on its end. This allows it to cut horizontally, create slots, shape contours, and perform many other complex machining operations.
Why Carbide?
The “carbide” in carbide end mill refers to the material it’s made from: tungsten carbide. This is a composite material made from a mixture of tungsten carbide powder and a binder metal, usually cobalt. It’s incredibly hard, much harder than high-speed steel (HSS), which is another common material for cutting tools. This superior hardness offers several advantages:
Heat Resistance: Carbide can withstand much higher temperatures than HSS before it starts to lose its hardness. This means faster cutting speeds and longer tool life.
Edge Retention: Due to its hardness, carbide holds a sharp cutting edge for much longer. This is vital for maintaining precision and achieving consistent results.
Rigidity: Carbide is also more brittle than steel, but for most milling applications, its stiffness is a significant advantage, reducing tool deflection and improving accuracy.
The 1/8 Inch Carbide End Mill: Your Precision Partner
Now, let’s zoom in on the 1/8-inch size. Why is this particular dimension so useful?
Detail Work: A 1/8-inch (0.125 inches or approximately 3.175 mm) end mill is ideal for creating fine details, small features, intricate patterns, and narrow slots. It’s perfect for engraving text, designing PCBs (Printed Circuit Boards), or cutting delicate components.
Small Machines: Many hobbyist CNC machines have limited spindle power and rigidity. A smaller, lighter end mill puts less stress on the machine and is often a better fit for their capabilities.
Material Versatility: While it excels in softer materials, high-quality carbide can also handle harder metals commonly found in DIY projects.
When you’re looking for a “carbide end mill 1/8 inch 1/4 shank standard length for g10 low runout,” you’re specifying key characteristics:
Carbide: As discussed, for hardness and durability.
1/8 Inch Diameter: The cutting diameter of the end mill. This is your primary precision control.
1/4 Shank: The diameter of the toolholder that grips the end mill. This is a very common size for smaller CNC machines.
Standard Length: Refers to the overall length of the tool, which usually includes the flute length (the part with cutting edges) and the shank length.
Low Runout: This is crucial for precision. Runout refers to the wobble or deviation from a perfect rotation axis. Low runout means the end mill spins very accurately, leading to cleaner cuts and better dimensional accuracy.
Types of 1/8 Inch Carbide End Mills
Not all 1/8-inch carbide end mills are created equal. They come in various configurations designed for specific tasks and materials. Understanding these differences will help you choose the right tool for your job.
By Number of Flutes
Flutes are the helical grooves that run up the Cutting edge of the end mill. They serve to evacuate chips and provide cutting edges.
2-Flute End Mills:
Pros: Offer excellent chip clearance, making them ideal for softer, gummy materials like aluminum and plastics. They have fewer edges, so the cutting loads are lower.
Cons: Less suitable for harder materials as they can chatter or become overloaded. They provide a rougher surface finish compared to 4-flute end mills.
4-Flute End Mills:
Pros: Provide a smoother surface finish and can handle harder materials like steel and stainless steel more effectively. They can also be run at higher feed rates in certain applications.
Cons: Chip clearance is reduced, which can be an issue when cutting materials that produce long, stringy chips. They generally require more rigid setups.
For a 1/8-inch end mill, 2-flute and 4-flute are the most common. For beginners working with plastics, G10, or aluminum, a 2-flute is often a great starting point. For tougher materials or when a better surface finish is desired, a 4-flute can be suitable, but always ensure your machine is rigid enough and you have proper chip evacuation.
By End Type
The shape of the cutting end of the end mill also defines its purpose.
Square End Mills:
These have a flat, square end with cutting edges on the periphery and the end face. They are the most versatile type and are used for general-purpose milling, slotting, facing, profiling, and pocketing.
A 1/8-inch square end mill is excellent for creating sharp internal corners with a 90-degree wall, though a corner radius is usually necessary to prevent excessive stress on the tool.
Ball End Mills:
These have a semicircular, ball-shaped end. They are used for creating contoured surfaces, 3D carving, and achieving rounded internal corners.
A 1/8-inch ball end mill is fantastic for detailed carvings, sculpting, and creating smooth, flowing surfaces.
Corner Radius End Mills (Hybrid):
These are square end mills with a small radius added to the corners. This radius reinforces the corners, making them stronger and less prone to chipping, while still allowing for relatively square internal pockets.
A 1/8-inch corner radius end mill is a good compromise if you need some corner definition but want increased tool durability. The radius needs to be specified (e.g., 0.010″, 0.020″).
By Coating
Coatings add a layer of material to the carbide to enhance its properties, such as hardness, lubricity, and heat resistance.
Uncoated (Bright): Often used for softer materials like aluminum and plastics. They can be effective, but specialized coatings usually offer better performance.
TiN (Titanium Nitride): A common, general-purpose coating that increases hardness and lubricity, extending tool life and allowing for slightly faster speeds. It gives the tool a gold color.
TiCN (Titanium Carbonitride): Harder than TiN, it’s good for machining steels and cast iron. It has a gray/black color.
AlTiN (Aluminum Titanium Nitride): Excellent for high-temperature applications, especially when machining stainless steels and exotic alloys. It’s black/purple.
For general-purpose use with a 1/8-inch end mill on plastics, G10, or softer aluminum, an uncoated or TiN coated end mill is usually sufficient and cost-effective.
Key Features to Look For in a 1/8 Inch Carbide End Mill
When shopping for your “carbide end mill 1/8 inch 1/4 shank standard length for g10 low runout,” pay attention to these specifications:
Shank Diameter: As mentioned, 1/4 inch is common for hobby machines. Ensure it matches your collet size.
Material Compatibility: While “carbide” is general, sometimes manufacturers specify suitability for aluminum, plastics, steel, etc.
Coating: Choose based on the materials you plan to cut.
Number of Flutes: 2 or 4 are standard.
Overall Length & Flute Length: Ensure the cutting length is sufficient for your intended depth of cut and that the overall length fits your machine’s capabilities (e.g., won’t crash into clamps).
Helix Angle: This is the angle of the flutes. A higher helix angle (e.g., 45°) generally means a smoother cut and better chip evacuation but can be less rigid. A lower helix angle (e.g., 30°) is more rigid but can produce a rougher finish. For 1/8-inch end mills, 30° is common.
Corner Radius: If you need rounded inner corners or better corner strength, specify this. Common radii for a 1/8″ end mill might be 0.010″ or 0.020.
The Importance of Low Runout
Low runout is critical for precision machining. Runout means the center of the end mill’s cutting path isn’t perfectly aligned with the center of rotation. This leads to:
Uneven Cutting Loads: One cutting edge takes more pressure than the others.
Poor Surface Finish: The tool can skip or vibrate, leaving visible marks.
Reduced Tool Life: Uneven wear on the cutting edges.
Dimensional Inaccuracy: The actual cut will be larger than intended.
Look for end mills described as having “low T.I.R.” (Total Indicated Runout) or explicitly stating “low runout.” This is usually a sign of higher quality manufacturing.
Practical Applications and Projects
The 1/8-inch carbide end mill is perfect for a wide range of projects, especially in hobbyist and small-scale manufacturing.
CNC Router Projects
This is where the 1/8-inch end mill truly shines.
Sign Making: Cutting out letters, intricate designs, or etching details into wood, plastic, or foam board.
PCB Milling: Creating circuit boards by milling away copper. This requires high precision and often uses small-diameter end mills.
Engraving: Adding detailed text, logos, or artwork to various materials.
Stencils: Cutting precise patterns for painting or masking.
Model Making: Creating small, detailed parts for architectural models, dioramas, or RC vehicles.
Jigs and Fixtures: Machining custom small jigs for woodworking or assembly tasks.
Working with Specific Materials
Plastics (Acrylic, Delrin, ABS): A 2-flute end mill is usually best for these. Cut at moderate speeds and feeds to avoid melting. Ensure good chip evacuation.
Aluminum: A 2-flute end mill is excellent for softer aluminum alloys. For harder alloys, a 4-flute can be used with careful setup and appropriate speeds/feeds. Use a lubricant or coolant if possible.
G10 / Micarta: These composite materials are abrasive. A sharp carbide end mill is essential. A 2-flute is common, but ensure you maintain a clean cut and don’t overheat.
Wood: While less common for precision wood carving (dedicated CNC router bits exist), a 1/8-inch carbide end mill can do fine detail work on wood, especially for smaller projects or when combined with other tools.
How to Use a 1/8 Inch Carbide End Mill Safely and Effectively
Using any cutting tool requires care, and end mills are no exception. Here’s how to get the best results from your 1/8-inch carbide end mill.
1. Machine Setup and Material Clamping
Rigidity is Key: Ensure your CNC machine is as rigid as possible. Loose machine components or a wobbly Z-axis will lead to poor cuts and tool breakage.
Secure Clamping: The material must be clamped down firmly. Any movement during the cut will ruin the project and can be dangerous. Use clamps, a vise, or double-sided tape suitable for the material and forces involved.
Workholding: Consider using a sacrificial spoilboard (a layer of MDF or plywood beneath your workpiece) to protect your machine bed and help with vacuum hold-down if you use it.
2. Tool Holder and Spindle
Collet Chuck: For CNC machines, a good quality collet chuck is the best way to hold an end mill, especially smaller ones. Ensure the collet size matches your shank diameter (1/4 inch in this case) and that the collet itself is clean.
Runout: As we discussed, low runout is paramount. A high-quality collet chuck will provide better accuracy than a standard collet alone.
Spindle Speed (RPM): This is highly dependent on the material being cut and the tool. Consult material cutting charts or manufacturer recommendations. For a 1/8-inch carbide end mill, typical RPMs can range from 10,000 to 30,000 RPM or more, depending on the machine and material.
3. Setting Speeds and Feeds
This is arguably the most critical aspect for successful milling and tool longevity.
Surface Speed (SFM or M/min): This is the speed at which the cutting edge of the tool is moving across the material. Different materials have recommended surface speeds.
Chipload (Feed per Tooth, IPT or mm/tooth): This is the thickness of the material removed by each cutting edge as it passes through. It’s influenced by the RPM and the feed rate. The goal is to create chips that are the right thickness – not too thin (rubbing, heat) and not too thick (overloading).
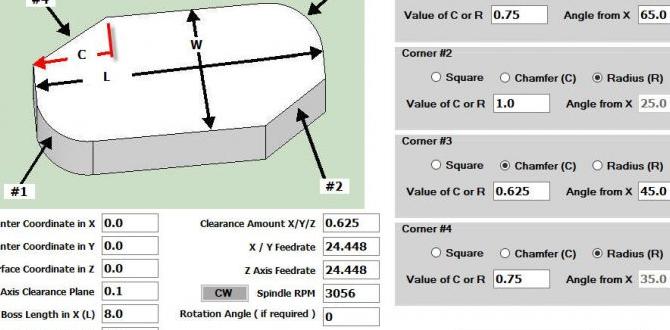
Calculating Feed Rate (F):
Feed Rate (in/min) = Chipload (in/tooth) Number of Flutes Spindle Speed (RPM)
For a 1/8-inch end mill:
Material: Aluminum (soft)
Chipload: 0.001 – 0.002 inches per tooth
Number of Flutes: 2
Spindle Speed: 18,000 RPM
Low Chipload: 0.001 in/tooth 2 flutes 18,000 RPM = 36 inches/min
High Chipload: 0.002 in/tooth 2 flutes 18,000 RPM = 72 inches/min
So, a feed rate between 36 and 72 inches per minute would be a good starting point for this scenario.
Depth of Cut (DOC): How deep the end mill cuts in a single pass. For smaller end mills like 1/8 inch, it’s generally advisable to take shallower cuts than the tool’s diameter, especially in harder materials.
Radial Depth of Cut (ROD): How much width the end mill cuts across. For full-width slotting, ROD = end mill diameter. For profiling or pocketing, you might use less.
Axial Depth of Cut (AOC): The depth the tool cuts downwards. For a 1/8″ end mill, a DOC of 0.05″ to 0.1″ might be a good starting point for aluminum, depending on rigidity and material. Always start conservatively.
Where to find recommended Speeds and Feeds:
Tool Manufacturer Websites: Many manufacturers provide recommended cutting parameters for their tools.
Online Calculators: Websites like the one from Machinery Historical Society (which has resources for machining practices) or dedicated CNC speed and feed calculators can be extremely helpful.
Material Data Sheets: When available, these can provide cutting data.
It’s always best to start with conservative (slower) speeds and feeds and gradually increase them while listening to the machine and observing the chip formation.
4. Chip Evacuation and Cooling
Clear Chips! This is vital. Chips can re-cut, causing heat buildup, tool wear, and poor surface finish.
Use air blasts to blow chips away, especially in plastics and aluminum.
For harder metals, a coolant or cutting fluid is highly recommended to cool the tool and workpiece, lubricate the cut, and help wash away chips.
For shallow cuts, a 2-flute end mill with a higher helix angle offers better chip evacuation. For deeper pockets, using a “peck drilling” strategy (plunging down a bit, retracting to clear chips, then plunging again) can be beneficial.
Prevent Melting: When cutting plastics, heat is a major enemy. Fast feed rates, shallow depths of cut, and air cooling are essential to prevent the plastic from melting and gumming up the tool.
5. Tool Wear and Replacement
Listen: Grinding, squealing, or chattering noises often indicate the tool is dull or dulling.
Look: Inspect the cutting edges for chipping, excessive wear (a shiny band around the edge), or signs of melting.
Feel (Carefully!): A duller tool will require more force to feed, and the chips will be thinner and hotter.