A carbide end mill is crucial for cutting Stainless Steel 316, offering superior hardness and heat resistance. Using the right type, like a stub length for minimal deflection with 1/8 inch or 1/4 inch shanks, ensures cleaner cuts and extends tool life in this tough material.
Working with Stainless Steel 316 can feel like trying to cut through butter with a dull knife – frustrating and tough going! Many beginners find themselves battling chatter, tool wear, and poor surface finishes when trying to machine this popular, corrosion-resistant material. But what if I told you there’s a simple, effective solution? It involves choosing the right tool. For Stainless Steel 316, the answer is almost always a high-quality carbide end mill, especially one designed to tackle tough metals. Don’t worry if it sounds technical; we’re going to break down exactly why this tool is your best friend for this job and how to use it. Let’s dive into making those Stainless Steel 316 projects a breeze!
Why Stainless Steel 316 is a Machining Challenge
Stainless Steel 316 is fantastic for many applications because of its excellent corrosion resistance, particularly against chlorides, making it ideal for marine environments and chemical processing. It’s also strong and durable. However, these same qualities make it a real challenge to machine. Unlike softer metals, 316 has a high tensile strength, tends to work-harden rapidly, and has poor thermal conductivity. This means that heat generated during cutting gets trapped in the cutting edge, dulling your tool much faster. It also has a tendency to “gum up” or “drag” on the cutting tool, leading to a poor surface finish and increased forces on your machine.
Because of these properties, using the wrong cutting tool can lead to a frustrating cycle: dull tools, broken tools, damaged workpieces, and a lot of wasted time and material. Standard High-Speed Steel (HSS) cutters often struggle to stand up to the heat and abrasive nature of 316, wearing out quickly and failing to achieve a good cut. This is where the superiority of carbide comes into play.
Enter the Carbide End Mill: Your Stainless Steel 316 Champion
Carbide, specifically Tungsten Carbide, is an exceptionally hard and wear-resistant material. It’s cemented together in a powder metallurgy process, creating a tool bit that can withstand much higher temperatures and cutting speeds than HSS. For machining Stainless Steel 316, a carbide end mill is not just recommended; it’s practically essential for efficient and successful operations.
The hardness of carbide means it can maintain its sharp edge longer, even under the high heat generated when cutting tough materials like 316. This leads to better surface finishes, less tool deflection, and the ability to cut at higher speeds, all of which translate to more productivity and less frustration. Think of it as bringing a specialized tool to a demanding job – it just works better!
Key Features of Carbide End Mills for Stainless Steel 316
When selecting a carbide end mill for Stainless Steel 316, a few key features make a big difference:
- Material: Look for end mills made from Tungsten Carbide. This is the standard for hard materials.
- Coatings: Special coatings can further enhance performance. For stainless steels, coatings like TiCN (Titanium Carbonitride) or AlTiN (Aluminum Titanium Nitride) are excellent. They add extra hardness, lubricity, and thermal resistance, helping the tool cut cooler and last longer.
- Flute Count: For stainless steels, 3 or 4 flutes are generally preferred. More flutes offer better chip evacuation and surface finish compared to 2-flute mills, which are better for ramping and slotting.
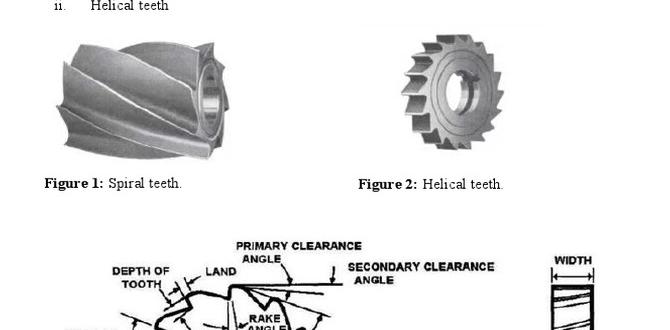
- Helix Angle: A higher helix angle (often 30-45 degrees) helps to shear the material more effectively and reduce cutting forces, which is vital for preventing chatter and improving surface finish in sticky materials like 316.
- End Type: While square end mills are common, ball nose (for 3D contouring) and corner radius end mills (to add strength at the corners and prevent chipping) are also very useful.
Understanding End Mill Terminology: Getting Specific
To really nail your machining, let’s get a bit more specific about the terms you’ll encounter when looking for the right end mill for Stainless Steel 316.
Stub Length vs. Standard Length
Cutting length refers to how far the flutes extend from the start of the cutting edge to the end of the shank.
- Standard Length: These have a longer flute length, offering more reach. Good for deeper cuts or reaching into pockets.
- Stub Length: These have a shorter flute length. For a given diameter, a stub length end mill is significantly more rigid. This is KEY for Stainless Steel 316.
The rigidity of a stub length end mill means it deflects (bends) less under cutting forces. Less deflection translates to more accurate cuts, a better surface finish, and a lower risk of tool breakage. When machining tough materials like 316, minimizing any chance of instability is crucial. A stub length end mill, especially when we talk about smaller diameters, is a huge advantage.
Shank Diameter: 1/8 Inch and 1/4 Inch
The shank is the non-fluted part of the end mill that fits into your machine’s collet or tool holder. We often see end mills with 1/4 inch shanks, but 1/8 inch shanks are also common for smaller details or finer work.
- 1/4 Inch Shank: A very common size, offering a good balance of tool size and rigidity for various tasks.
- 1/8 Inch Shank: Ideal for smaller features, engraving, or tasks requiring very fine detail. These smaller diameter end mills are naturally less rigid, so using a stub length and being mindful of your cutting parameters is even more important.
When working with a 1/8 inch shank, especially in a material like 316, you are more susceptible to deflection. Choosing a stub length version of a 1/8 inch or 1/4 inch shank carbide end mill is paramount to combat this. It’s the combination of carbide material, optimized flute design, and shorter flute length that makes these tools so effective.
The Ultimate Carbide End Mill for Stainless Steel 316: Key Specifications
So, when you’re searching for that perfect tool, what should you be looking for? Aim for a combination of these features:
- Material: Tungsten Carbide
- Diameter: Choose the size appropriate for your part (e.g., 1/8 inch or 1/4 inch for detailed work, larger for general milling).
- Shank: 1/8 inch or 1/4 inch, depending on required detail and machine spindle.
- Length: Stub Length is highly recommended to minimize deflection.
- Flutes: 3 or 4 flutes for Stainless Steel 316.
- Coating: TiCN or AlTiN for enhanced performance.
- Helix Angle: 30-45 degrees (High Helix) is often best for stainless steel.
Why a Stub Length Carbide End Mill Minimizes Deflection
Deflection is the enemy of precision machining. It’s when the cutting forces cause the end mill to bend away from its intended path. For Stainless Steel 316, this is a significant issue because it’s a “gummy” material that exerts substantial cutting forces. When an end mill deflects, you get:
- Inaccurate part dimensions.
- A rough, wavy surface finish.
- Increased risk of tool breakage.
- Excessive heat build-up.
A stub length end mill has a shorter cutting flute relative to its diameter. Imagine a long, thin stick versus a short, stout one. The short stick is much harder to bend. The same principle applies to end mills. By having a shorter flute length, the end mill is inherently more rigid. This increased rigidity directly translates to less deflection, even when subjected to the tough cutting conditions presented by Stainless Steel 316. For those critical 1/8 inch and 1/4 inch shank tools, choosing a stub configuration is one of the single best ways to ensure successful milling of this material.
Machining Parameters for Success with Stainless Steel 316
Even with the perfect tool, using the correct cutting parameters is vital. These numbers are a starting point, and you’ll always adjust based on your specific machine, setup, and experienced feel. For beginners, err on the side of conservatism!
Here’s a general guideline for milling Stainless Steel 316 with a 4-flute carbide end mill:
| Operation | Surface Speed (SFM) | Feed Per Tooth (IPT) | Depth of Cut (DOC) | Width of Cut (WOC) | Coolant/Lubrication |
|---|---|---|---|---|---|
| Roughing (Face/Contour) | 50-100 | 0.002 – 0.005 inches | 0.050 – 0.100 inches (or 10-20% of diameter) | 50-75% of diameter | Flood coolant or MQL (Minimum Quantity Lubrication) |
| Finishing (Face/Contour) | 70-120 | 0.001 – 0.003 inches | 0.010 – 0.025 inches (or 2-5% of diameter) | 25-50% of diameter | Flood coolant or MQL |
| Slotting (Full Slot) | 40-80 | 0.001 – 0.004 inches | 0.050 – 0.100 inches (or 10-20% of diameter) | 100% of diameter | Flood coolant or MQL |
Note: These values are highly dependent on the specific grade of stainless steel, machine rigidity, and tooling coatings. Always consult tooling manufacturer recommendations when available. Learning to recognize the sound and feel of a good cut is crucial.
Understanding the Terms in the Table:
- Surface Speed (SFM): How fast the cutting edge moves across the material. Higher SFM means the tool rotates faster.
- Feed Per Tooth (IPT): How much material each flute of the end mill removes with each bite. This is crucial for chip formation.
- Depth of Cut (DOC): How deep the end mill cuts into the material in a single pass.
- Width of Cut (WOC): How wide the cut is, often expressed as a percentage of the end mill’s diameter. Shallow WOC is good for finishing.
- Coolant/Lubrication: Essential for Stainless Steel 316 to manage heat and lubricate the cut. Using plenty of coolant or a good quality cutting fluid is highly recommended.
For a great overview of machining basics, including feeds and speeds, the National Institute of Standards and Technology (NIST) provides valuable resources. You can find data and guides related to machining processes that are excellent for understanding the fundamentals. For instance, their Manufacturing Engineering Laboratory often publishes research and data that can inform best practices: NIST Manufacturing Engineering Laboratory.
Cooling and Lubrication: Your Secret Weapon
As mentioned, heat is the biggest enemy when machining Stainless Steel 316. Proper cooling and lubrication are not optional; they are critical for tool life and surface finish.
- Flood Coolant: A generous flow of coolant directly to the cutting zone is the most effective. This cools the tool and workpiece, flushes chips away, and lubricates the cut.
- MQL (Minimum Quantity Lubrication): This system uses a fine mist of oil and air, which cools and lubricates. It’s more efficient and produces less waste than flood coolant, but requires specialized equipment.
- Cutting Fluid/Paste: For manual milling or less demanding tasks, a high-quality cutting paste or fluid applied directly to the cutting edge can make a significant difference.
Never machine Stainless Steel 316 dry! The tool will dull almost immediately, leading to rubbing instead of cutting, which generates even more heat. This creates a vicious cycle that is hard to break.
Achieving a Good Surface Finish
A good surface finish on Stainless Steel 316 often requires a combination of factors:
- Rigid Setup: Ensure your workpiece is securely clamped and the end mill is firmly held in a clean collet or tool holder. Any play will cause chatter.
- Sharp Tool: Always start with a sharp, uncoated, or appropriately coated carbide end mill.
- Appropriate Parameters: Use finishing speeds and feeds (higher speeds, lower feed per tooth, lighter depth of cut) for your final passes.
- Lubrication: As discussed, proper coolant is essential.
- Avoid Rubbing: Ensure the tool is always cutting material and not just rubbing against the workpiece, which happens with dull tools or incorrect parameters.
For those aiming for mirror-like finishes, specialized finishing end mills with polished flutes and very fine edge preparation might be considered for very light finishing passes. However, for most beginner and intermediate needs, a sharp, high-quality carbide end mill used with correct finishing parameters and lubrication will yield excellent results.
Safety First! Always Machining Practices
Machining, especially with tough materials, demands respect for safety. Here are some key points:
- Wear Safety Glasses: Always. Splinters of metal and chips can fly at high speeds.
- Secure Workpiece: Ensure your workpiece is firmly clamped. A moving workpiece can lead to catastrophic tool failure and dangerous flying debris.
- Secure Tooling: Make sure the end mill is properly seated in the collet or tool holder and that the collet nut is tightened securely.
- Clear Chips Safely: Never clear chips with your hands. Use a brush or aspirator, and ensure the machine is stopped.
- Know Your Machine: Understand the capabilities and limitations of your metal lathe or milling machine.
- Coolant Safety: Be aware of coolant spray and wear appropriate clothing that won’t get caught in moving parts.
- Listen and Feel: Pay attention to the sounds and vibrations of your cut. Unusual noises often indicate a problem.
For more detailed safety guidelines, reputable sources like OSHA (Occupational Safety and Health Administration) offer extensive resources on machine safety. Understanding the risks and implementing preventive measures is part of being a skilled machinist: You can find general machining safety information from sources like OSHA’s Metalworking Safety Page.
Choosing the Right End Mill Diameter
The diameter of your end mill will be dictated by the features you need to create on your workpiece.
- For broad surfaces or larger pockets: A larger diameter end mill (e.g., 1/2 inch or larger) will remove material faster.
- For smaller features, tighter corners, or detailed work: A smaller diameter end mill (e.g., 1/8 inch or 1/4 inch) is necessary.
When using smaller diameter end mills (like 1/8 inch or 1/4 inch), they are inherently less rigid. This is where the “stub length” aspect becomes even more critical. A stub length 1/8 inch or 1/4 inch shank carbide end mill will be far more resistant to deflection than a standard flute length version. Combine this with moderate feed rates and depths of cut, and you can achieve excellent results even on intricate Stainless Steel 316 parts.
Example Scenario: Milling a Slot in Stainless Steel 316
Let’s say you need to mill a 1/4 inch wide slot, 0.100 inch deep, into a block of Stainless Steel 316 plate. Here’s how you might approach it:
- Secure the Workpiece: Clamp the 316 plate firmly in your milling machine vise.
- Select the Tool: Choose a 1/4 inch diameter, 4-flute carbide end mill, preferably stub length, with a TiCN coating and a 30-degree helix angle.
- Set up the Machine: Ensure your spindle is clean and the end mill is securely held in a 1/4 inch collet.
- Apply Coolant: Set up your flood coolant system or have your cutting fluid ready.
- Enter Parameters (Starting Point):