Carbide end mills are exceptionally effective for cutting steel, offering superior hardness and heat resistance compared to high-speed steel (HSS) tools. They enable faster cutting speeds and longer tool life, especially when used correctly with proper feeds, speeds, and cooling strategies for dry cutting applications.
Working with steel can feel a bit intimidating at first, especially when you see how tough it is. You might wonder if your tools can handle it and if you’re using the right ones. Many beginners struggle to find a cutting tool that’s both powerful enough for steel and forgiving enough for learning. It’s a common hurdle that can slow down your projects and dampen your enthusiasm. But what if I told you there’s a type of tool specifically designed to make cutting steel more efficient and less frustrating? We’re going to dive into the world of carbide end mills and discover why they are your best friend when tackling steel projects, and how you can use them effectively, even for dry cutting.
Carbide End Mills: Your Secret Weapon for Steel Machining
When you’re starting out with metalworking, especially on a milling machine, choosing the right cutting tool is crucial. For a material as robust as steel, you need something that can stand up to the challenge. This is where carbide end mills shine. Unlike their High-Speed Steel (HSS) counterparts, carbide tools are built differently, giving them some significant advantages for machining steel.
Think of it this way: steel is hard and can generate a lot of heat when you cut it. HSS tools can soften under these conditions, leading to faster wear and a less precise cut. Carbide, on the other hand, is much harder and can withstand higher temperatures before it starts to degrade. This means a carbide end mill can keep cutting effectively for longer, and at faster speeds, than an HSS tool in steel. It’s this unique combination of hardness and heat resistance that makes carbide the go-to material for demanding steel applications.
Why Carbide Outperforms HSS in Steel
Let’s break down the key differences that make carbide the superior choice for steel:
- Hardness: Carbide is significantly harder than HSS. For machining steel, which is also a hard material, this means the cutting edge of the carbide end mill can maintain its sharpness and integrity for much longer.
- Hot Hardness: Machining creates friction, and friction creates heat. Steel machining generates substantial heat. Carbide retains its hardness at much higher temperatures than HSS. This property, known as “hot hardness,” is critical for cutting steel efficiently without dulling the tool quickly.
- Wear Resistance: The superior hardness and hot hardness of carbide translate directly into better wear resistance. This means your tool will last longer, reducing the frequency of replacements and improving the overall economics of your machining operations.
- Rigidity: Carbide tooling is generally stiffer than HSS. This rigidity leads to less tool deflection, which is important for achieving tighter tolerances and better surface finishes, especially in steel.
These benefits come at a slightly higher initial cost, but the increased productivity, longer tool life, and superior performance in steel often make carbide mills a more cost-effective solution in the long run. For beginners, understanding these advantages helps justify the tool choice and build confidence in using them.
Understanding Carbide End Mill Basics
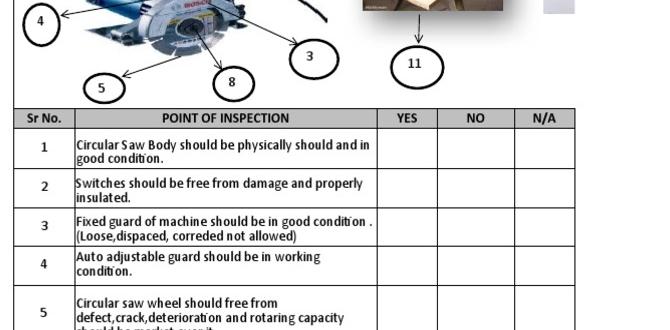
Before we get into the nitty-gritty of using a carbide end mill for steel, especially for dry cutting, let’s quickly cover some essentials. An end mill is a type of rotary cutting tool used in milling machines. Think of it like a drill bit that can also cut sideways. It has cutting edges on its sides and at its tip, allowing it to plunge into material, cut slots, create profiles, and perform many other operations.
Carbide end mills come in various shapes, sizes, and flute configurations. The “flutes” are the spiral grooves that wrap around the body of the tool. These flutes serve a dual purpose: they create the cutting edges and also provide a channel for the removed material (chips) to escape the cutting area. For steel, you’ll often find end mills with 2, 3, or 4 flutes, each having its own best applications.
Flute Count Matters
The number of flutes on an end mill affects its performance and chip evacuation capabilities:
- 2-Flute End Mills: These offer the largest flute openings, making them excellent for chip evacuation. This is particularly beneficial when machining softer metals or when cutting deep slots in harder materials like steel, where chips can easily get packed and cause problems. They are also good for plunging operations.
- 3-Flute End Mills: A good middle ground, offering better chip room than 4-flute tools while providing smoother cutting action than 2-flute tools. They’re versatile for general-purpose machining in steel.
- 4-Flute End Mills: These provide the smoothest finish and are ideal for finishing passes where chip evacuation is less of a concern. They are generally used at higher feed rates and can handle more material removal than 2 or 3-flute mills when chip evacuation is managed.
For machining steel, especially for beginners looking for effective cutting, we often lean towards 2 or 3-flute end mills because of their chip clearing abilities. This is especially true if you plan to perform dry cutting, as chip management becomes even more critical.
Going Dry: Pros and Cons of Dry Cutting Steel
Dry cutting, meaning machining without a coolant or cutting fluid, is appealing for several reasons, especially in a home workshop setting or for certain production environments. However, it comes with its own set of challenges, particularly when working with a material like steel.
The Upsides of Dry Cutting
- Cleanliness: No cutting fluid means a much cleaner workspace. This is a significant advantage in small shops, for educational settings, or when you want to avoid the mess and disposal issues associated with coolants.
- Simplicity: It simplifies setup. You don’t need to worry about fluid pumps, lines, filters, or coolant management systems.
- Machinery Compatibility: Some older machines or specific setups might not be designed to handle cutting fluids, making dry machining the only viable option.
- Post-Machining Cleaning: Parts come off the machine cleaner, often requiring less post-processing to remove residue.
The Downsides of Dry Cutting Steel
- Increased Heat: This is the biggest challenge. Without a coolant to carry heat away, the cutting tool and the workpiece absorb most of the heat generated by friction. This can lead to tools overheating, softening, and wearing out much faster.
- Chip Welding: The high heat can cause chips to soften and weld themselves to the cutting edges of the end mill. This is detrimental to the tool and the surface finish of the workpiece.
- Reduced tool life: Due to increased heat and chip welding, tool life is generally shorter in dry cutting compared to machining with a proper coolant.
- Surface Finish Issues: Without lubrication and cooling, achieving a superior surface finish can be more difficult.
- Requires Special Tooling: To effectively dry cut steel, you often need tools specifically designed for it, such as those with specialized coatings or geometries that help manage heat and chip evacuation.
Given these challenges, when considering dry cutting steel with carbide end mills, it’s vital to select the right tool and carefully manage your cutting parameters.
Choosing the Right Carbide End Mill for Steel (Especially for Dry Cutting)
When you’re ready to pick out a carbide end mill specifically for cutting steel, especially if you’re opting for dry cutting, a few key specifications will guide your choice. You’re looking for a tool that’s robust, efficient, and designed to handle the demands of steel. While specific exact dimensions might vary, let’s consider what makes a good candidate, focusing on a common scenario like using a 1/8 inch diameter end mill with a 1/2 inch shank for mild steel, aiming for dry cutting effectiveness.
The keywords “carbide end mill 1/8 inch 1/2 shank extra long for mild steel dry cutting” point to a very specific need. Let’s break down what each part means:
- Carbide: As we’ve discussed, this is essential for the hardness and heat resistance needed for steel.
- 1/8 inch diameter: This is the cutting diameter of the end mill. A smaller diameter like 1/8 inch is great for detailed work, small features, or shallower slots. It’s also a good size for hobbyist machines that might have limitations on rigidity.
- 1/2 inch shank: This is the non-cutting portion of the tool that fits into your milling machine’s collet or tool holder. A 1/2 inch shank is a common size, offering good rigidity and holding power for a 1/8 inch end mill.
- Extra Long: This refers to the overall length and/or the flute length of the end mill. An “extra long” end mill allows you to reach deeper into a workpiece or machine deeper features. However, longer tools are also more prone to deflection and vibration, so care must be taken with the cutting parameters.
- Mild Steel: This is the material you’ll be cutting. Mild steel is relatively easy to machine compared to harder steels, but it still requires appropriate tooling and techniques.
- Dry Cutting: This reiterates the need for a tool that can manage heat and chip evacuation effectively without the aid of liquid coolant.
Key Features to Look For:
When selecting your carbide end mill, consider these features:
- Coatings: While not strictly necessary for all dry cutting, specialized coatings like Titanium Nitride (TiN), Titanium Aluminum Nitride (TiAlN), or even advanced Diamond-Like Carbon (DLC) can further enhance performance.
- TiN (Gold Color): A general-purpose coating that adds some hardness and reduces friction.
- TiAlN (Black/Purple Color): Excellent for ferrous metals like steel and stainless steel. It offers superior heat resistance and hardness, making it ideal for dry cutting.
- DLC: Very hard and low friction, great for abrasive materials and reducing chip welding.
- Geometry:
- Corner Radius: Some end mills have a slight radius on the corners. This adds strength to the cutting edge and can improve surface finish, but it’s not always necessary for general slotting.
- Gashed/Chip Breaker Edges: Some specialized end mills have small notches or gashes on the cutting edge. These help break chips into smaller, more manageable pieces, which is crucial for dry cutting to prevent chip packing. (Though less common on very small 1/8 inch tools).
- Number of Flutes: For dry cutting mild steel with a 1/8 inch end mill, a 2-flute or 3-flute design is generally preferred. The extra space in the flutes helps clear chips more effectively, reducing the risk of overheating and chip welding. A 2-flute is often the go-to for better chip evacuation, especially if plunge milling or cutting deep.
- Material Quality: Ensure the carbide itself is of good quality (e.g., sub-micron grade carbide) which provides a fine grain structure for better toughness and edge retention.
For dry cutting steel, a TiAlN coating is often an excellent choice.
Example Specification:
You might look for a “1/8″ Carbide End Mill, 1/2″ Shank, ZrN or TiAlN Coated, 3 Flute, for Steel.” The “extra long” aspect will be a specific length measurement, often indicated as “effective length” or “reach.” When choosing an extra-long tool, be mindful that its deflection resistance will be lower than a standard length tool of the same diameter.
A great resource for understanding tool specifications and materials is the National Institute of Standards and Technology (NIST), which provides extensive data and research on materials science and manufacturing processes. Their work often underpins the development of advanced tooling.
Setting Up for Success: Machine and Workpiece Preparation
Before you even think about hitting the ‘on’ button, a little preparation goes a long way. Making sure your milling machine and workpiece are ready can prevent frustration and ensure a safer, more effective machining session. This is especially true when you’re dry cutting steel.
Machine Preparation:
1. Cleanliness is Key: Ensure your milling machine is clean. Remove any dust, chips, or old coolant residue. A clean machine prevents contaminants from interfering with your cuts or damaging precision components.
2. Spindle Check: Make sure your machine’s spindle is running smoothly and without excessive runout (wobble). High runout will cause the end mill to cut unevenly, leading to chatter, poor surface finish, and premature tool wear. Runout is a common issue, and even a few thousandths of an inch can make a big difference. Use a dial indicator to check your spindle if you’re unsure.
3. Collet/Tool Holder: Use a good quality collet or tool holder to grip the end mill shank. A worn or damaged collet can lead to poor gripping and runout. For a 1/2 inch shank, ensure your collet set has a precise fit for that size.
4. Machine Rigidity: Make sure your machine is stable and doesn’t vibrate excessively. A wobbly machine will make it very difficult to get a good cut, especially with harder materials like steel or when using longer tools.
Workpiece Preparation:
1. Secure Clamping: This is paramount for safety and accuracy. Your steel workpiece must be held extremely securely in a vise or with clamps. Any movement of the workpiece during machining can be dangerous and will ruin your part. For steel, use robust clamping methods. A good machinist’s vise is essential.
2. Tramming the Head: If you’re working on a machine where the head can swivel (like many bridgeport-style vertical mills), ensure the spindle is trammed correctly. This means the spindle axis is perfectly perpendicular to the table surface. If the head is out of tram, you’ll get uneven cuts and poor surface finish, especially when milling flat surfaces.
3. Surface Preparation: While not strictly necessary for all operations, removing any scale or heavy rust from the surface of the steel can help prolong tool life and improve cutting performance. A quick wire brushing or even a light facing pass can be beneficial.
For beginners, taking the time to go through these checks might seem tedious, but they form the foundation of successful machining. It’s like preparing the stage before the main performance – ensuring everything is set up correctly leads to a much smoother and more impressive act.
Mastering the Cut: Feeds, Speeds, and Dry Cutting Techniques
This is where theory meets practice. Getting the feeds and speeds right for dry cutting carbide end mills in steel is critical. It’s not a one-size-fits-all answer, as it depends on your machine, the specific steel, the end mill, and what you’re trying to achieve. However, we can establish some solid starting points and principles.
Feeds and Speeds: The Foundation
Speeds (Spindle Speed – RPM): This is how fast the end mill rotates. For carbide end mills in mild steel, typical surface speeds range from 200 to 600 surface feet per minute (SFM). You’ll need to convert this to RPM based on your end mill’s diameter. The formula is:
RPM = (SFM 3.82) / Diameter (inches)
For a 1/8 inch end mill:
For 300 SFM: RPM = (300 3.82) / 0.125 = 9168 RPM
For 500 SFM: RPM = (500 3.82) / 0.125 = 15280 RPM
This is a wide range, and higher speeds are generally better for carbide as they help to generate a thin chip. However, a tool with an “extra long” reach will be more prone to vibration at very high RPMs. Start conservatively if you’re unsure. Many small hobby machines may not reach these RPMs, so you’ll work with the highest your machine can achieve.
Feeds (Feed Rate – Inches Per Minute, IPM): This is how fast the end mill moves through the material. Chip load is the thickness of the chip that each cutting edge removes. For carbide in mild steel, chip loads for a 1/8 inch end mill range from 0.001 to 0.003 inches per tooth (IPT).
The formula to convert chip load to feed rate is:
IPM = Chip Load (IPT) Number of Flutes * RPM
Let’s use an example with a 2-flute, 1/8 inch end mill at 5000 RPM, with a chip load of 0.002 IPT:
IPM =