A 1/8-inch carbide end mill, especially a stub length with a 1/4-inch shank, is an excellent, proven solution for achieving tight tolerances when milling PMMA, commonly known as acrylic. This guide will show you how to select and use it effectively for precise acrylic machining.
Working with PMMA, or acrylic, can be wonderfully rewarding for makers. It’s clear, relatively easy to machine, and can be used in countless projects, from signage to custom enclosures. However, achieving those super clean edges and tight tolerances that make acrylic projects shine can sometimes feel like a puzzle. You might have experienced rough cuts or chipping, leading to frustration. The good news is, with the right tools and techniques, you can get those professional, glass-like finishes. Let’s dive into how a specific tool, the 1/8-inch carbide end mill, can be your secret weapon for perfect PMMA.
Why a 1/8-Inch Carbide End Mill is Perfect for PMMA
When you’re working with a material like PMMA, tool selection is key. Acrylic can melt if you’re not careful, leading to gummy messes and inaccurate cuts. That’s where a specialized end mill comes into play. A 1/8-inch carbide end mill, particularly those designed for plastics or with specific flute geometry, offers a fantastic balance of precision, durability, and chip evacuation.
Here’s why it’s such a good fit:
- Precision: The small diameter of a 1/8-inch end mill allows for intricate details and tight tolerances, essential for many acrylic applications.
- Material Compatibility: Carbide is a hard and stable material, resisting wear and heat buildup better than high-speed steel (HSS) when cutting plastics like PMMA.
- Heat Management: When used with the correct speeds and feeds, carbide tools generate less friction compared to HSS, reducing the likelihood of melting.
- Chip Evacuation: Many end mills designed for plastics have specialized flute designs to efficiently remove chips, preventing them from clogging and causing melting.
So, what should you look for when selecting this crucial tool? It’s not just about the size.
Choosing the Right 1/8-Inch Carbide End Mill for PMMA
Not all 1/8-inch end mills are created equal, especially when cutting something as specific as PMMA. For the best results, consider these features:
- Material: Always opt for solid carbide. It’s harder and more wear-resistant than HSS, crucial for plastics that can soften with heat.
- Flute Count: For PMMA, 1- or 2-flute end mills are generally preferred. Fewer flutes allow for better chip clearance. More flutes can lead to chip recutting and melting.
- Helix Angle: A high helix angle (often around 45 degrees or more) helps to pull chips away from the cut more efficiently, reducing friction and melting.
- Coating: While not always necessary for acrylic, a coating like TiN (Titanium Nitride) can add a bit more lubricity and wear resistance, further reducing heat and improving chip flow. However, for simple acrylic work, an uncoated tool can also perform well if speeds and feeds are dialed in.
- Single vs. Double Cut: For plastic machining, single-cut or double-cut end mills are typically used, often with fewer flutes as mentioned above.
- Stub Length: A stub length end mill is often beneficial. It’s shorter and sturdier than a standard length, meaning less flex and vibration, which translates to more accurate cuts and better surface finish in plastics. This is where terms like “carbide end mill 1/8 inch 1/4 shank stub length for pmma tight tolerance” become very specific and important. The 1/4 inch shank provides rigidity.
Let’s get a bit more specific about that “stub length” and “1/4 shank” part.
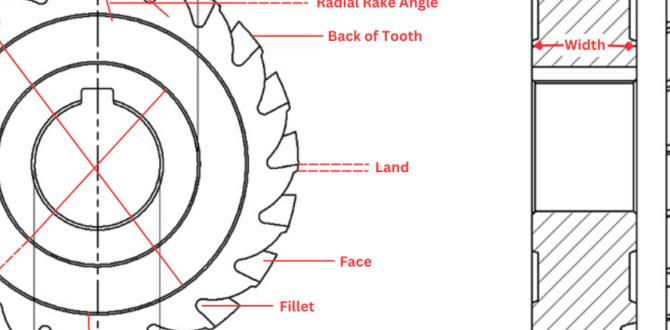
The Importance of Stub Length and Shank Diameter
When we talk about a “carbide end mill 1/8 inch 1/4 shank stub length,” we’re describing a tool perfectly suited for precise plastic work.
- 1/8 Inch Diameter: This is your cutting diameter. It’s small enough for detailed work and fine features.
- 1/4 Inch Shank: This is the part of the tool that goes into your milling machine’s collet or tool holder. A 1/4-inch shank is common and offers good rigidity for a 1/8-inch tool.
- Stub Length: This means the length of the cutting flutes is shorter relative to the overall length of the tool compared to a standard end mill. Why is this good for PMMA? Less tool overhang means less chance of vibration and deflection. This rigidity is crucial for maintaining accuracy and achieving those tight tolerances you’re after. Think of it like trying to push a long, thin stick versus a short, thick one – the shorter one is much more stable.
This combination ensures that the tool remains stable during the cutting process, minimizing chatter and maximizing the quality of the finish on your PMMA.
Setting Up Your Mill for PMMA Cutting
Before you even touch the acrylic, a proper setup on your milling machine is essential. This involves more than just clamping down your material.
Machine Considerations
Your milling machine needs to be in good working order.
- Rigidity: Ensure your milling machine is robust and stable. A wobbly machine will lead to poor cut quality, regardless of the tool.
- Cleanliness: Make sure your machine’s ways and spindle are clean and well-lubricated.
- Spindle Speed (RPM): ACrylic requires relatively high spindle speeds, but not excessively high.
- Feed Rate: This is how fast the tool advances into the material. It needs to be matched with the RPM and the material.
Workholding – Securing Your PMMA
Properly securing your PMMA is paramount to avoid movement during milling, which can lead to broken tools or ruined parts.
- Clamping: Use clamps that distribute pressure evenly. Avoid over-tightening, which can stress or crack the acrylic. Use soft jaws on your vise if possible.
- Vacuum Fixturing: For larger or more delicate pieces, vacuum fixturing can be an excellent way to hold the material without localized point stresses.
- Double-Sided Tape: For very thin sheets or small parts, strong double-sided tape can sometimes be used in conjunction with other fixturing methods, but use with caution.
- Sacrificial Base: Always mill into a sacrificial material (like MDF or plywood) underneath your PMMA. This protects your machine table and allows the end mill to cut completely through the acrylic without damaging it or the table.
Speeds and Feeds: The Magic Numbers for PMMA
This is often the most critical part of successfully milling acrylic. Getting the speeds and feeds wrong is the quickest way to experience melting, chipping, and tool wear.
Understanding Surface Speed (SFM) and Chip Load
Surface Speed (SFM – Surface Feet per Minute): This is the speed at which the cutting edge of the tool is moving over the material. Different materials have optimal SFM ranges for machining.
Chip Load: This is the thickness of the material that each cutting edge (flute) removes with each revolution.
Recommended Speeds and Feeds for 1/8-Inch Carbide End Mill in PMMA
These are starting points, and you’ll want to experiment slightly to fine-tune for your specific machine and PMMA thickness. A good rule of thumb for PMMA is to run higher spindle speeds and moderate feed rates to keep chip load manageable and minimize heat buildup. A common recommendation is to aim for a surface speed of around 200-300 SFM.
Let’s break down how to calculate this using your 1/8-inch end mill (which is 0.125 inches in diameter) and a typical 2-flute tool.
The formula for Spindle Speed (RPM) is:
RPM = (SFM × 12) / (π × Diameter)
Using 250 SFM as a target:
RPM = (250 × 12) / (3.14159 × 0.125)
RPM ≈ (3000) / (0.3927)
RPM ≈ 7639 RPM
So, aim for around 7,000 – 8,000 RPM as a starting point.
For Chip Load, a good starting point for a 1/8-inch, 2-flute end mill in PMMA is around 0.001 to 0.002 inches per flute.
Now, let’s calculate the Feed Rate (IPM – Inches Per Minute):
Feed Rate (IPM) = RPM × Number of Flutes × Chip Load per Flute
Using our calculated RPM of 7639, 2 flutes, and a chip load of 0.0015 inches:
Feed Rate (IPM) = 7639 × 2 × 0.0015
Feed Rate (IPM) ≈ 22.9 IPM
So, your starting feed rate might be around 20-30 IPM.
It’s crucial to listen to your machine and tool. If you hear a screaming or chirping sound, you might be feeding too fast for the RPM. If you see melting, you might be feeding too slow or the RPM might be too low, causing the tool to dwell and build heat.
Here’s a quick reference table for typical settings with a 1/8-inch carbide end mill in PMMA:
| Parameter | Recommended Range/Value | Notes |
|---|---|---|
| Tool Diameter | 1/8 inch (0.125″) | This is your cutting tool size. |
| Shank Diameter | 1/4 inch | Provides good rigidity. |
| Tool Type | Solid Carbide, 1 or 2 Flute, High Helix | Specifically designed for plastics or general purpose with appropriate settings. Stub length is preferred. |
| Surface Speed (SFM) | 200 – 300 SFM | Target for heat management. |
| Spindle Speed (RPM) | 6,000 – 9,000 RPM | Calculated based on SFM and tool diameter. |
| Chip Load per Flute | 0.001 – 0.002 inches | Thin chips are key. |
| Feed Rate (IPM) | 15 – 35 IPM | Calculated based on RPM, flutes, and chip load. Adjust based on sound and chips. |
| Depth of Cut (DOC) | 0.020 – 0.060 inches (0.5mm – 1.5mm) | Shallower cuts are better for heat and finish. Stepping down for thicker material is advised. |
| Plunge Rate | ~50% of Feed Rate | Slower plunge rates prevent heat buildup when entering material. |
| Coolant/Lubrication | Air Blast Recommended | A strong blast of air is usually sufficient to clear chips and cool the cut. Avoid liquid coolants which can mix with melted plastic. |
Always start with the lower end of the recommended ranges and gradually increase if the cut is clean and chips are forming nicely. Listen to the sound of the cut – a smooth, consistent hum is what you’re aiming for. A harsh screeching or chattering indicates problems.
If you’re using a CNC machine and have access to CAM software, this is where you’ll input these parameters. For manual milling, you’ll be controlling these settings through your machine’s dial for feed and spindle speed.
Machining Techniques for a Perfect Finish
Beyond speeds and feeds, how you actually cut the material makes a big difference.
Step-by-Step Cutting Process
Let’s walk through a typical scenario. Imagine you need to cut a 1-inch by 1-inch square out of a 1/8-inch thick sheet of PMMA.
- Secure the Material: Clamp your PMMA sheet firmly to a sacrificial base, ensuring it won’t move.
- Set Zero (Origin): Using your touch probe or edge finder, establish the X, Y, and Z zero points on your material. For Z zero, it’s common to set it on the surface of the PMMA.
- Program/Set Toolpath: Define your cutting path in your CAM software or by manually setting up your cuts. For a square, this is a simple perimeter cut.
- Set Initial Depth of Cut: For 1/8″ thick PMMA, you won’t need to cut the full depth in a single pass. Start with a conservative depth of cut, say 0.040 inches.
- Engage Spindle and Air Blast: Turn on your spindle to the calculated RPM and activate your air blast system to cool the cutting area and clear chips.
- Execute First Pass: Begin the cut, moving the end mill along the programmed path. If using a manual mill, advance the feed rate steadily.
- Listen and Observe: Pay close attention to the sound of the cut and the chips being produced. Look for signs of melting or excessive heat.
- Remove Chips: A strong air blast is your best friend here. If chips are building up, pause the cut, clear them manually with a brush or compressed air (be careful not to inhale dust!), and then resume. Periodically, you might need to stop and clean the tool.
- Plunge for Next Pass: Once the first pass is complete, retract the tool in Z and then plunge down for the next depth of cut (another 0.040 inches, for example). Remember to use your slower plunge rate.
- Repeat: Continue making passes, incrementally increasing the depth of cut until you reach the full thickness of the PMMA, plus a little extra to ensure a clean cut through the material into your sacrificial base.
- Final Pass: The last pass should ideally be a shallow “clean-up” pass, perhaps at the full depth of cut but with a slightly adjusted feed and speed to get the absolute best edge finish.
- Part Ejection: Once the cut is complete, carefully remove the finished part. There might be a thin web holding it in place if you didn’t cut all the way through the material on the last pass or if your tool diameter was larger than the corner radius. This can usually be trimmed with a hobby knife or fine-grit sandpaper.
Dealing with Heat and Melting
PMMA’s biggest enemy when machining is heat. When it melts, it sticks to the tool and creates a gummy mess that ruins the surface finish and can quickly overload your motor or break your tool.
- Air Blast is Key: A continuous, strong blast of compressed air directed at the cutting zone is usually the most effective way to manage heat and evacuate chips.
- Shallow Depths of Cut: Taking lighter cuts reduces the amount of material being removed at once, thereby reducing friction and heat generation.
- Appropriate Speeds and Feeds: As discussed, this is vital. If melting is occurring, consider increasing your feed rate slightly or your spindle speed, while ensuring your chip load remains appropriate.
- Tool Sharpness: A dull end mill will generate more heat. Ensure your carbide end mill is sharp.
- Avoid “Dithering”: Don’t let the tool sit idle in the material. Make your cuts in smooth, continuous motions.
Achieving Tight Tolerances and a Smooth Finish
The goal is a perfectly smooth edge that often looks like it was flame-polished, even without flame.
- Rigid Setup: Absolutely critical. Any flex in your machine, tool holder, or workholding will directly translate to lost accuracy and a rougher surface.
- Stub Length End Mill: Reinforces rigidity for better precision.
- Final Clean-Up Pass: A light, finishing pass at the very end can dramatically improve the edge quality. This pass should be at full depth but may involve slightly adjusted speeds and feeds.
- Sharp Tooling: A sharp tool cuts cleanly, leaving a smooth surface. A dull or chipped tool will grab and tear the material.
- Controlled Plunge: When entering the material, a slower, controlled plunge prevents stress and chipping at the entry point.
- Cooling & Chip Evacuation: Keeping the cut free of hot chips is essential.
When to Use an 1/8-Inch End Mill vs. Other Sizes
While the 1/8-inch end mill is fantastic for detailed work, other sizes have their place.
- Smaller End Mills (< 1/8″): For extremely fine details,